PETG-CFのシームが汚い問題に対して
とみます(@20tomimasu)です。
3Dプリンターの定番フィラメントPLAよりも、強度と耐熱性を向上すべく、
PETG-CFを試しています。
ASAだと、ツヤがどうしても出てしまうので…
焼き入れノズル使用下で、シームが荒れてしまったので、考察しておきます。
理由① 壁厚が薄すぎた

↑P1Sで、PETG-CFを試した際に、内側のシーム(繋ぎ目)が荒れてしまい。
よく見ると、僅かに隙間があって、光を透過している。
この理由は、
- 壁厚が薄すぎたため。
現在、軽量化にトライしており、
- 0.8mm (0.4mmノズルが2周)
だとダメだということが分かった。
これを、
- 1.0mm (0.4mmノズルが2周+α)
に変更すると、シームがキレイに仕上がり。
ほほぅ。
たかが、ノズル1周弱の差が、これほど影響が出るとは。
PETG-CFはしなるので、wallが薄くても良いかな? と思ったが、
壁厚が薄すぎると見た目が悪くなるのね。
まあ、1mmは、許容範囲。
耐熱性もPLAより高く、強靭性もあって、コストも安く、最高じゃん。
これは、ASAに変わる材料かも?
(ASAはどうしてもツヤが気になってしまう。)
と、期待したが…
② 吸湿しやすい
強度といい、かなり気に入りました!
ただ、黒フィラメント使用後半くらいから、内側のシームにダマ? ができ始めたのですが、何か原因か分かりますか? (同時に購入したシルバーでは今のところ発生していません) https://t.co/6ba2zUPIrg pic.twitter.com/OWepBkLkb5— とみます| 投資と創作 (@20tomimasu) June 24, 2025
黒色のフィラメント(PETG-CF)が、途中までシームは良好だったものの、
フィラメント残り後半くらいから、また荒れてしまい。
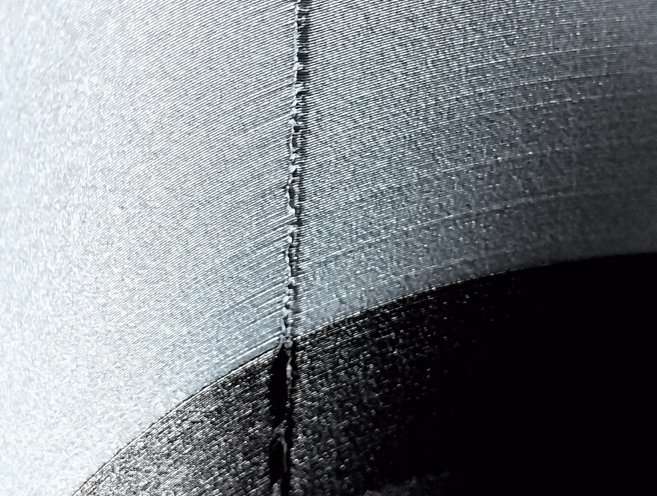
通常は、上側のグレイ色のように、凹の跡が付くのだが、
今度は、下側の黒色のように、シームが凸? ボコボコしてしまい。
ダマと言えばいいのかな?
これをニッパーでカットして、
やすり掛けを軽くすれば、問題ないが…
どうしてこうなったんだろ?
グレイ色は、新品のPETG-CFであり、凸シームは発生していない。
また、開封直ぐの黒色も、同様に凸シームは発生していない。
そこで、メーカに聞いたのが、
さきほどのX投稿で、どうやら、
- 吸湿の可能性
があるとのこと。
PETGは、吸湿しやすい、とよく耳にしていたので、
開封後、AMSに直ぐに入れて、蓋を開けることなく、連続で造形していたが…
ん、AMS内の乾燥剤を見ると、
しばらく、乾燥材を交換していなかったことが分かり。笑
そこで、新しい乾燥剤に交換して、再度、チャレンジして様子見中。
PETG-CFが安定して造形できるようになれば、レギュラー入りだね。
むしろ、これベースに作品作りでいいかも…
PETG-CFは、薄くて強度があるので、原価を抑えることができ、かつ、見た目の高級感がある。
…粗利率UPの予感。
おわりに
以上「PETG-CFのシームが汚い問題に対して」でした。
新しいチャレンジは、トラブルが付きもので。
カーボンファイバー入りは、モデルの壁厚と吸湿に注意していこう。
それでは、また。
ようこそ! とみますん家へ (Discordコミュニティ)
・これまで発信してきた内容について、質問したい方
・気楽に相談したい方
・私への仕事依頼や共同コラボを考えていて、事前に検討したい方
・ちょっと様子を見たい方
を対象に、無料オンラインコミュニティを開設しました。
Discord(ディスコード)と呼ばれる、チャットコミュニティを利用しています。
現在注力しているテーマ↓
■3Dプリンターを使ったスモールビジネス、物販やMakerWorldの攻略。私が手掛けているブランド名やアカウントを共有しています。
過去↓
■投資 | 不動産・DIY / 日経225オプション取引 / テクニカル分析/ 米国株
■暗号資産・NFT | walk to earn / play to earn / cryotoニュース/ NFTの宣伝など
■AI・創作 | AI・ツール (FlikiやPictoryAIの公式ブログ更新通知など)
など。
主にブログ執筆前の情報収集、実践、分析、フィードバックを繰り返し、練度を高めています。
お気軽にどうぞ。